






מאָדעל הקדמה
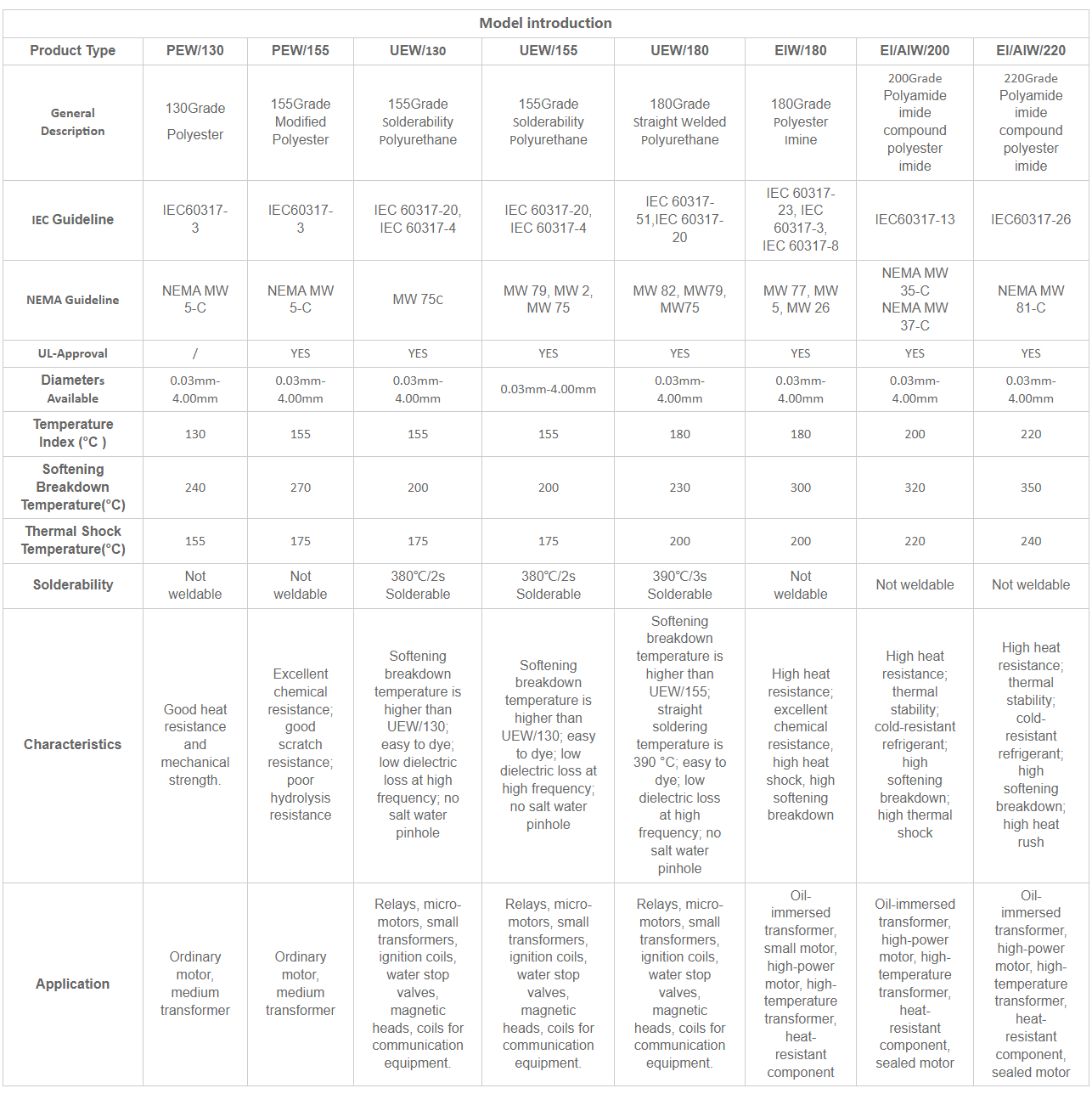
פּראָדוקט דעטאַל
IEC 60317 (גיגאבייט/ט 6109)
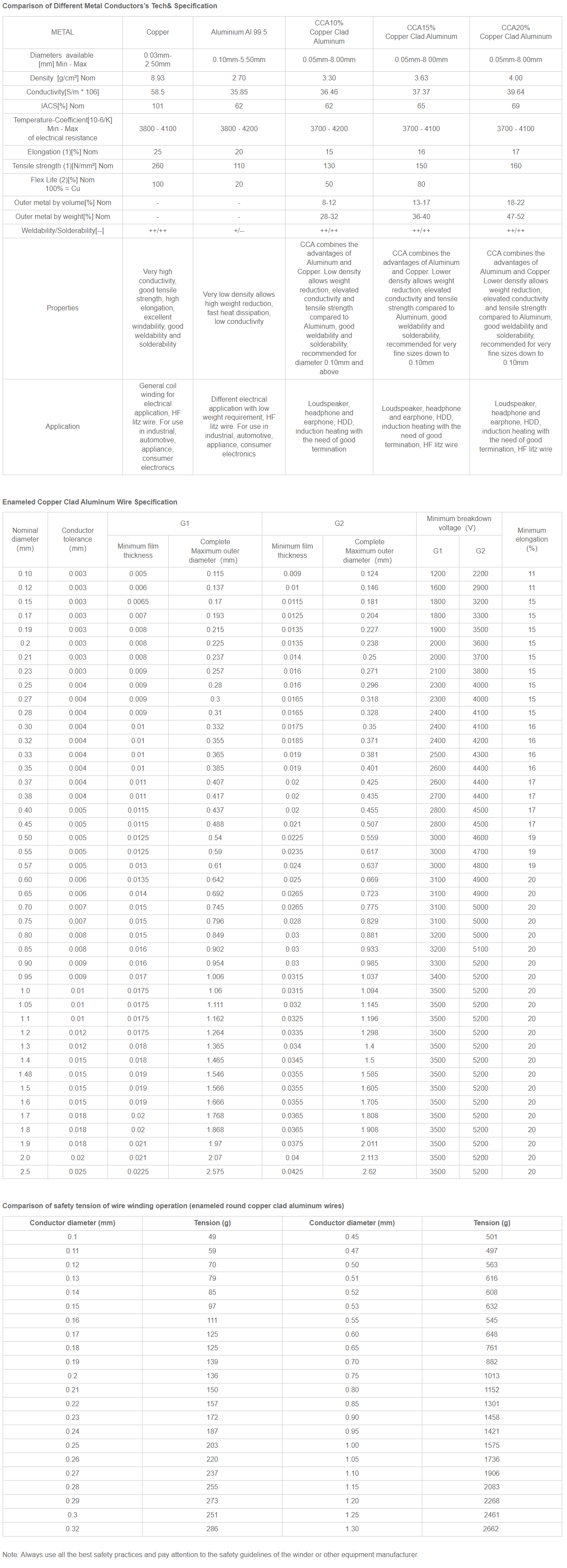
די פּאַראַמעטערס פון טעק און ספּעסיפיקאַטיאָן פון די ווירעס פון אונדזער פירמע זענען אין די אינטערנאַציאָנאַלע אַפּאַראַט סיסטעם מיט די מילאַמיטער אַפּאַראַט (מם). אויב איר נוצן American Wire Gauge (AWG) און British Standard Wire Gauge (SWG), די פאלגענדע טיש איז אַ פאַרגלייַך טיש פֿאַר דיין רעפֿערענץ.
די מערסט ספּעציעלע ויסמעסטונג קענען זיין קאַסטאַמייזד לויט צו די רעקווירעמענץ פון קאַסטאַמערז.
פּריקאָשאַנז פֿאַר נוצן USER NOTICE
1. ביטע אָפּשיקן צו די פּראָדוקט הקדמה צו סעלעקטירן דעם צונעמען פּראָדוקט מאָדעל און ספּעסיפיקאַטיאָן צו ויסמיידן דורכפאַל ווייַל פון די סתירה קעראַקטעריסטיקס.
2. ווען ריסיווינג די סכוירע, באַשטעטיקן די וואָג און צי די ויסווייניקסט פּאַקינג קעסטל איז קראַשט, דאַמידזשד, דענטיד אָדער דיפאָרמד; אין דעם פּראָצעס פון האַנדלינג, עס זאָל זיין כאַנדאַלד מיט זאָרג צו ויסמיידן ווייבריישאַן צו מאַכן די קאַבלע פאַלן ווי אַ גאַנץ, ריזאַלטינג אין קיין פאָדעם קאָפּ, סטאַק דראָט און קיין גלאַט באַשטעטיקן.
3. בעת סטאָרידזש, באַצאָלן ופמערקזאַמקייט צו שוץ, פאַרמיידן ברוזינג און קראַשינג דורך מעטאַל און אנדערע שווער אַבדזשעקץ און פאַרווערן געמישט סטאָרידזש מיט אָרגאַניק סאַלוואַנט, שטאַרק זויער אָדער אַלקאַלי. די אַניוזד פּראָדוקטן זאָל זיין אלנגעוויקלט טייטלי און סטאָרד אין דער אָריגינעל פּעקל.
4. די ינאַמאַלד דראָט זאָל זיין סטאָרד אין אַ ווענטאַלייטיד ווערכאַוס אַוועק פון שטויב (אַרייַנגערעכנט מעטאַל שטויב). דירעקט זונשייַן איז פּראָוכיבאַטאַד צו ויסמיידן הויך טעמפּעראַטור און הומידיטי. דער בעסטער סטאָרידזש סוויווע איז: טעמפּעראַטור ≤50 ℃ און קאָרעוו הומידיטי ≤ 70%.
5. ווען רימוווינג די ענאַמעלד שפּולקע, כוק די רעכט אינדעקס פינגער און מיטל פינגער צו די אויבערשטער סוף טעלער לאָך פון די שפּול, און האַלטן די נידעריקער סוף טעלער מיט די לינקס האַנט. צי ניט אָנרירן די ינאַמאַלד דראָט גלייַך מיט דיין האַנט.
6. בעשאַס די וויינדינג פּראָצעס, די שפּולקע זאָל זיין שטעלן אין די צאָלונג דעקן ווי ווייַט ווי מעגלעך צו ויסמיידן דראָט שעדיקן אָדער סאַלוואַנט פאַרפּעסטיקונג; אין דעם פּראָצעס פון פּייינג אַוועק, די וויינדינג שפּאַנונג זאָל זיין אַדזשאַסטיד לויט די זיכערקייַט שפּאַנונג טיש, צו ויסמיידן דראָט ברייקידזש אָדער דראָט ילאָנגגיישאַן געפֿירט דורך יבעריק שפּאַנונג, און אין דער זעלביקער צייט, ויסמיידן דראָט קאָנטאַקט מיט שווער אַבדזשעקץ, ריזאַלטינג אין פאַרב פילם שעדיקן און נעבעך קורץ קרייַז.
7. באַצאָלן ופמערקזאַמקייט צו די קאַנסאַנטריישאַן און סומע פון סאַלוואַנט (מעטאַנאָל און אַנהידראָוס עטאַנאָל איז רעקאַמענדיד) ווען ביינדינג די זיך-קלעפּיק שורה פון די סאַלוואַנט באַנדאַד, און ופמערקזאַמקייט צו די אַדזשאַסטמאַנט פון די דיסטאַנסע צווישן די הייס לופט רער און די פורעם און די טעמפּעראַטור ווען באַנדינג זיך-קלעפּיק שורה מיט הייס צעשמעלצן.


